
Products

Expertise by Industry


Case Studies
Knowledge


Rotorflush Opal SH800 Filterpumps™
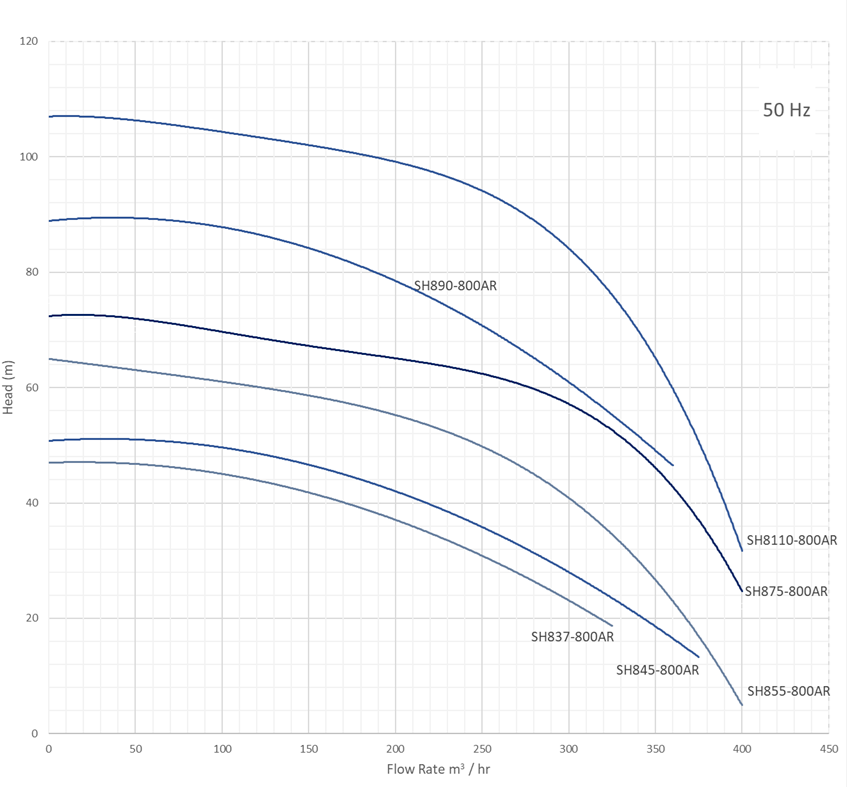
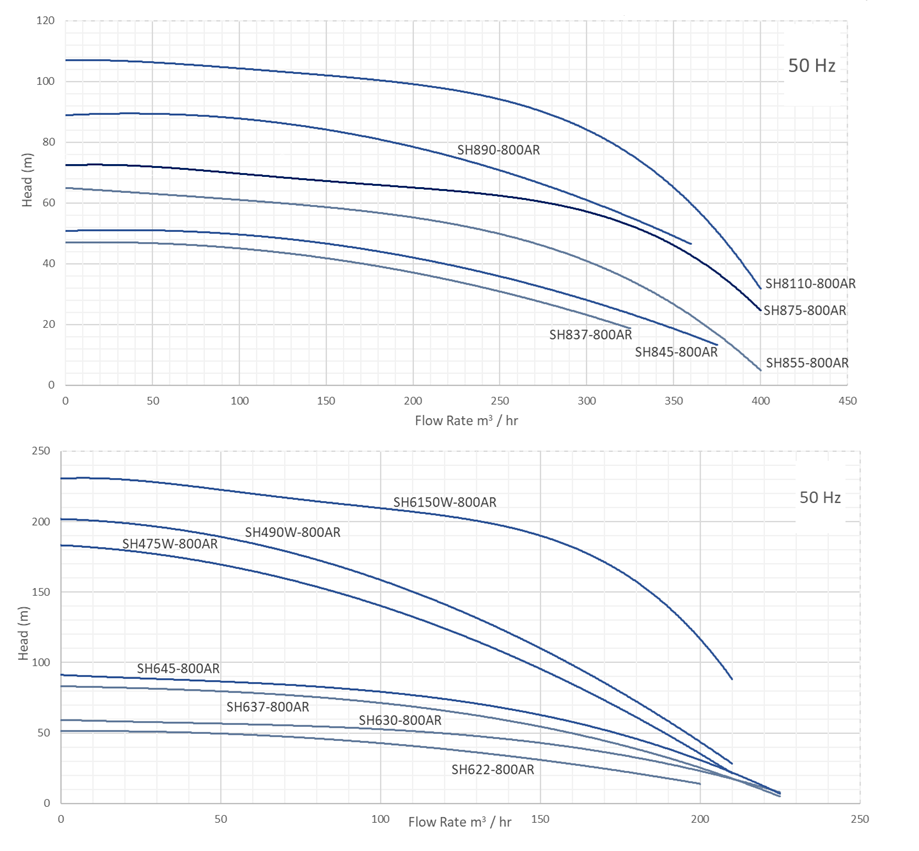
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. Opal SH800 filterpumps™ are durable, cast iron high-pressure submersible water pumps with stainless steel self-cleaning suction intake screens. They will pump and screen up to 408 m3 / hr, and have a maximum head of 23 bar.
Key Features
Rotorflush Opal SH800 Filterpumps™
Specifications & Dimensions
Specification
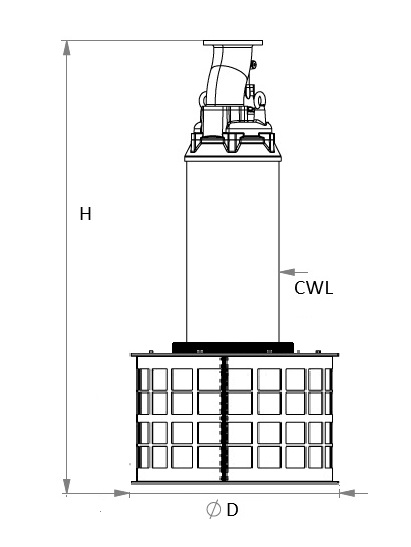
Dimensions
Prices & ordering
- All Models
- SH622-800AR
- SH630-800AR
- SH637-800AR
- SH837-800AR
- SH645-800AR
- SH845-800AR
- SH855-800AR
- SH475W-800AR
- SH875-800AR
- SH490W-800AR
- SH890-800AR
- SH8110-800AR
Downloads
Similar Products

RUBI KRS800 Filterpumps™
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. RUBI KRS800 range filterpumps™ are extremely tough, suitable for heavy industrial applications, and dirty water conditions. They will pump and screen up to 335 m3 / hr, and have a maximum head of 3.4 bar.
- Maximum Output - 334 m3 / hr
- Maximum Head - 30 metres
Price from: £0

RUBI LH800 Filterpumps™
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen. RUBI LH800 range filterpumps™ are durable, cast iron, high-pressure water pumps with stainless steel self-cleaning suction intake screens, suitable for heavy industrial applications and dirty water conditions. They will pump and screen up to 390 m3 / hr, and have a maximum head of 17.5 bar.
- Maximum output 390 m3 / hr
- Maximum head 175 m
Price from: £0
Opal 600 Filterpumps™
Industrial Submersible Water Pumps with a Built-in Self-cleaning Suction Intake Screen used for pumping dirty or contaminated water. Opal 600 Filterpumps™ are extremely tough filter pumps, suitable for heavy industrial applications. They will pump and screen up to 3,166 litres a minute, 836 US GPM, and have a maximum head of 23.2 bar, 335 psi.
- Maximum output -190 m3 / hr
- Maximum head - 232 m
Price from: £0
General Information about Opal LH800 Filterpumps™
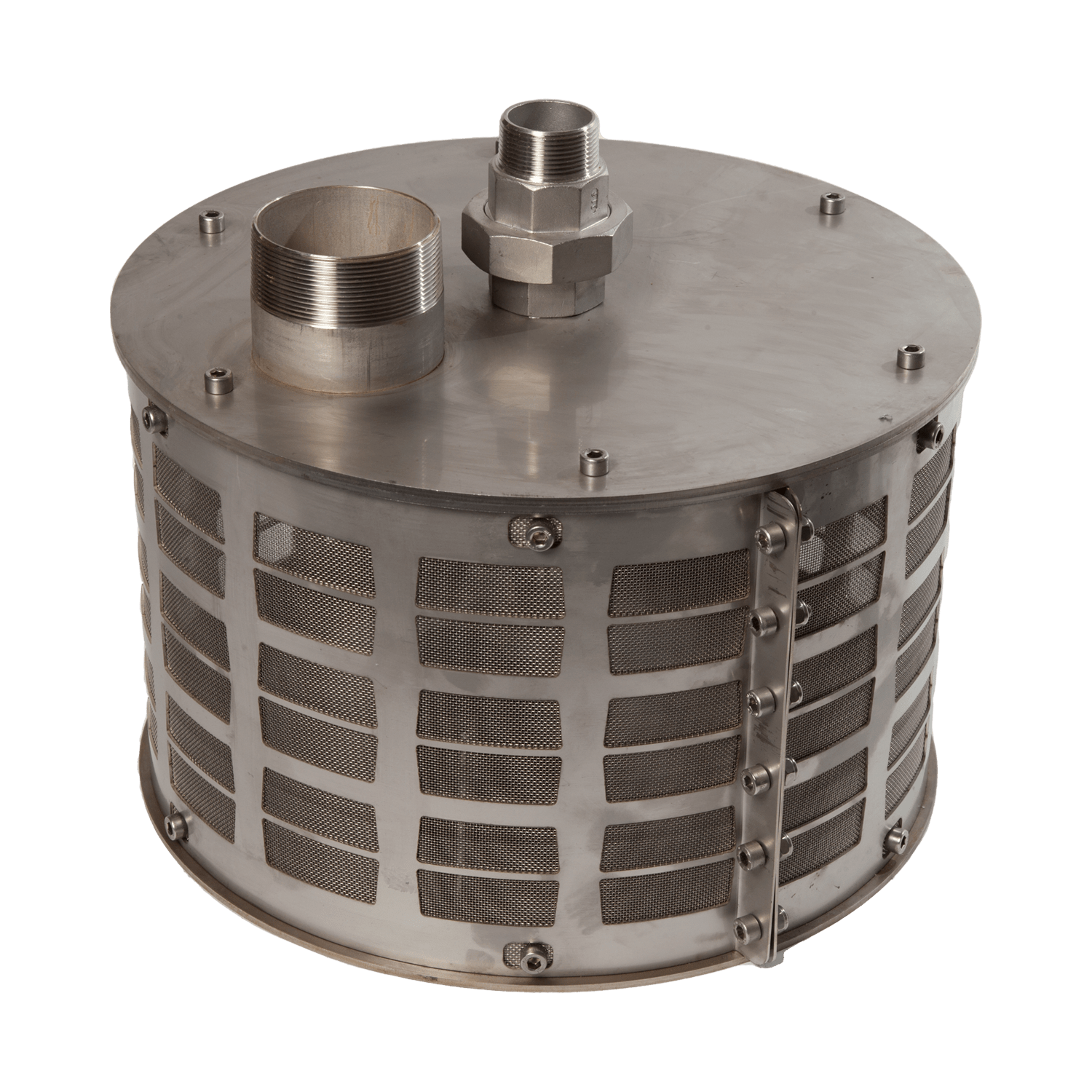
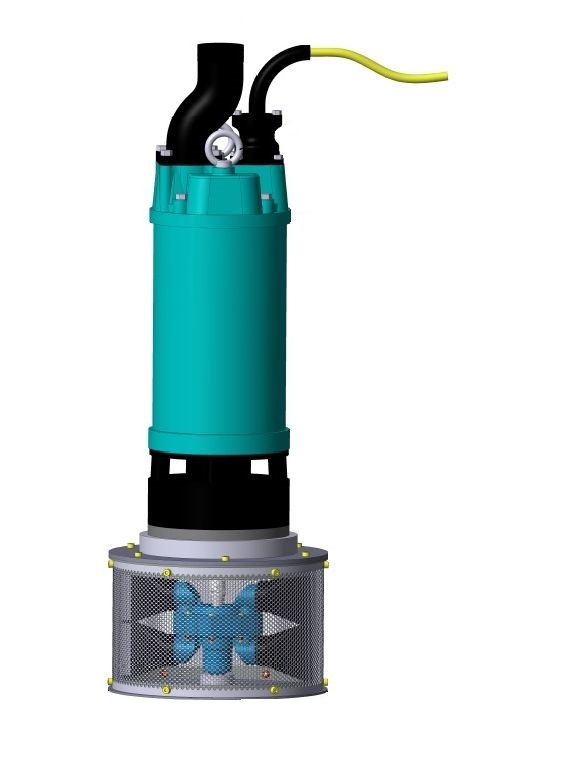
Opal LH800 submersible filter pumps are medium head, industrial use, centrifugal pumps with a self-cleaning filter on their suction intake. They benefit from a cast iron pump casing, and a stainless steel, built-in, self-cleaning filter which protects against blocking while pumping.
The Opal LH800 filter pumps are three-phase, dirty water pumps whose tough build and high-grade materials give exceptional performance in harsh operating conditions. These filter pumps have a double mechanical seal, and the top discharge design forms a water and air-cooling channel. Opal LH800 Filterpumps™ feature thermal protection, enabling simple installation and direct connection to the power supply.
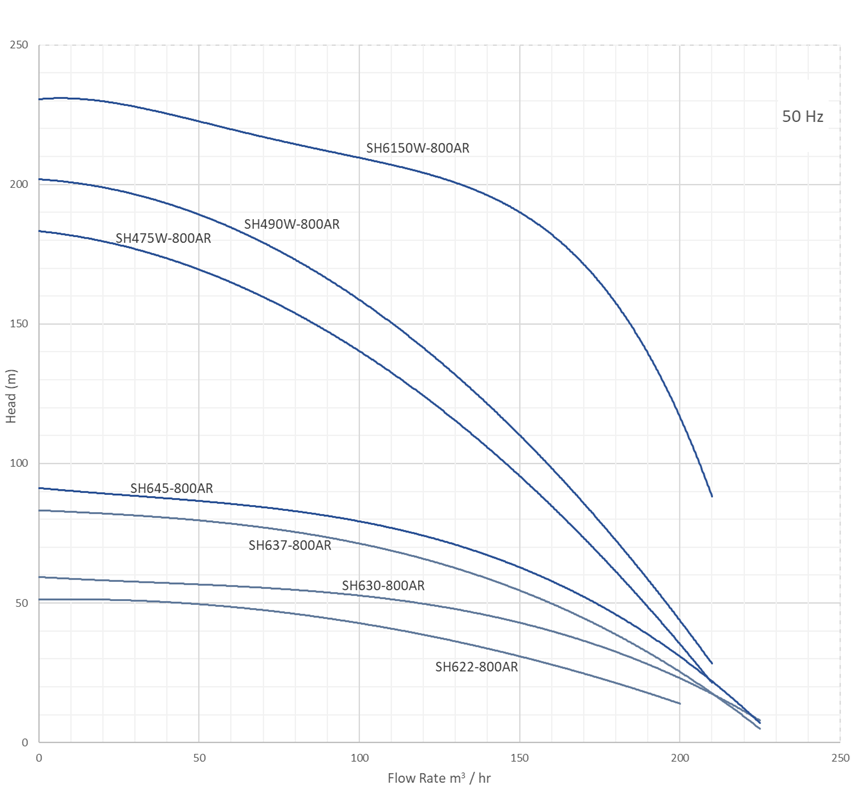
Opal LH800 filter pumps combine pumping and screening up to a maximum of 408 m3/hr, and a maximum head of 230 m.
These are heavy-duty industrial filter pumps. Typical uses for Opal LH800 Filterpumps™ are:
- Mining industry drainage
- Irrigation from lakes, ponds or rivers for irrigation
- Pumping stormwater and floodwater
- De-Watering Slurry Lagoons and Dirty Water Irrigation
- Screening industrial process water for re-use or disposal
316 Stainless Steel woven mesh
A tough, coarse screen provides the best maintenance schedules. Filter pumps with coarse mesh come fitted with rubber backwash jets, which are suitable for handling larger particulate and debris.
Available in 1 mm, 2 mm and 3 mm.
These filter pumps are ideal for screening and pumping raw water, clean or dirty water irrigation, pumping in harsh environments, and general heavy industrial uses.
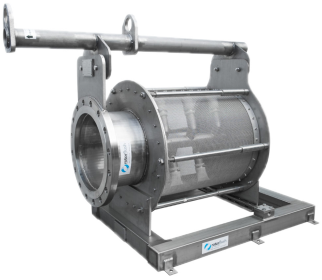
The Opal LH800 Filterpumps™ weigh up to 1578 kgs, lifting gear is required to move them. These filter pumps can be suspended in tanks, sumps or ponds or from buoys, or raised and lowered on a guide-rail system.
For best performance, make sure that there is good clearance around the filter pump mesh so that back-washed debris can disperse, and that the filter pump is above any silt or sludge that may accumulate.
Rotorflush Filters Ltd is happy to advise and comment on siting and installation.
There is no such thing as an entirely maintenance free filter, but Opal LH800 Filterpumps™, in keeping with all Rotorflush filtration products, are designed for low maintenance hassle-free use.
The stainless mesh can be cleaned with a pressure washer. There is a trade-off between mesh size and maintenance - how often depends on your mesh size and what you are filtering.
As a minimum, we recommend the following:
- The stainless steel mesh should be inspected and cleaned every 6 - 12 months
Full maintenance guidelines can be found in the instruction manual available from the download link above.
All our products are guaranteed for a year. However, as a condition of our guarantee, and to protect against dry-running, we recommend the use of a starter panel or control panel capable of cos phi load monitoring when running three-phase filter pumps.
Full details in our Terms and Conditions below.
What is the difference between a Rotorflush Filterpump™ and a filter pump?
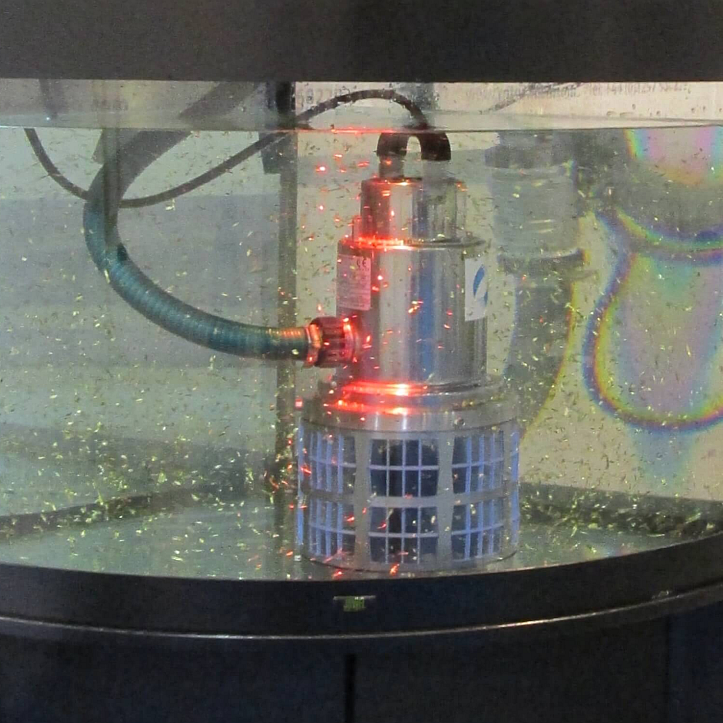
A filter pump is a pump with a filter on the intake; a Rotorflush Filterpump™ is our unique, award-winning submersible pump with a built-in self-cleaning filter on the pump intake that keeps the intake filter clear and protects the pump from blocking and clogging.

Why Rotorflush?
Designed & Manufactured in the UK
All our products are built to order and can be made to customer specifications.
- Built to meet your required flow rate
- Pumping and screening combined
- High quality filtration products hand built in the UK
Rotorflush Filters Ltd are Experts in Water Filtration
Our products and expertise have been appreciated by satisfied customers for over 2 decades.
- Industry experts for over 20 years
- 1000's of products successfully deployed worldwide
- Rotorflush products can screen from 2 - 2000 m3/hour
- Keeping water flowing, and pumps, screens, spray bars, and other equipment working
Worldwide Delivery and Service
Through our worldwide distribution network, we offer the ability to:
- Deliver filter pumps worldwide almost anywhere
- Help service your filter pump
- Repair a broken filter pump (whatever you've done to it…)
Speak to One Our Staff
Call us now on 01297 560 229 | 8am - 5pm GMT,
or Email sales@rotorflush.com and a member of our expert, friendly team will call you back and will find the filter pump for your needs.
- We work with you to identify your issues
- We can design & build a custom solution
- We can deliver our solution worldwide
Find the Right Filter Pump for You
Tell us which Opal LH800 you'd like to know more about, or call to find out more...

This website uses cookies to ensure you get the best experience. Learn more