
Products

Expertise by Industry


Case Studies
Knowledge

Great New Products From Rotorflush Filters

C J Hiscock
Published
Innovative, Effective, Demand led
Product development is the key to Rotorflush Filters’ Success.
By listening to what our customers say and addressing the filtration problems that their industries throw up on a daily basis, Rotorflush Filters Ltd continues to grow.
Two great new products are now available that directly deal with requirements our customers have asked for.
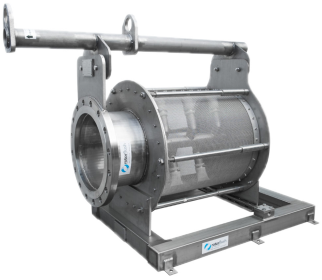
The first is a Fully Automatic In-line Filter System developed initially for Commercial Laundries.
Our challenge was to provide a very low maintenance fully automated in-line filter system. It had to be capable of removing lint and other fibrous debris down to 30 microns. The SOB001 is a closed system that can handle liquids temperatures up to 80 degrees at up to 8 bar.
Ideal for water recycling or heat exchange it can handle and up to 24 m3 per hour – larger versions are being developed. Automatic purge, touch screen monitoring and control are some of the features of this robust and remarkable system. Click here for more details.
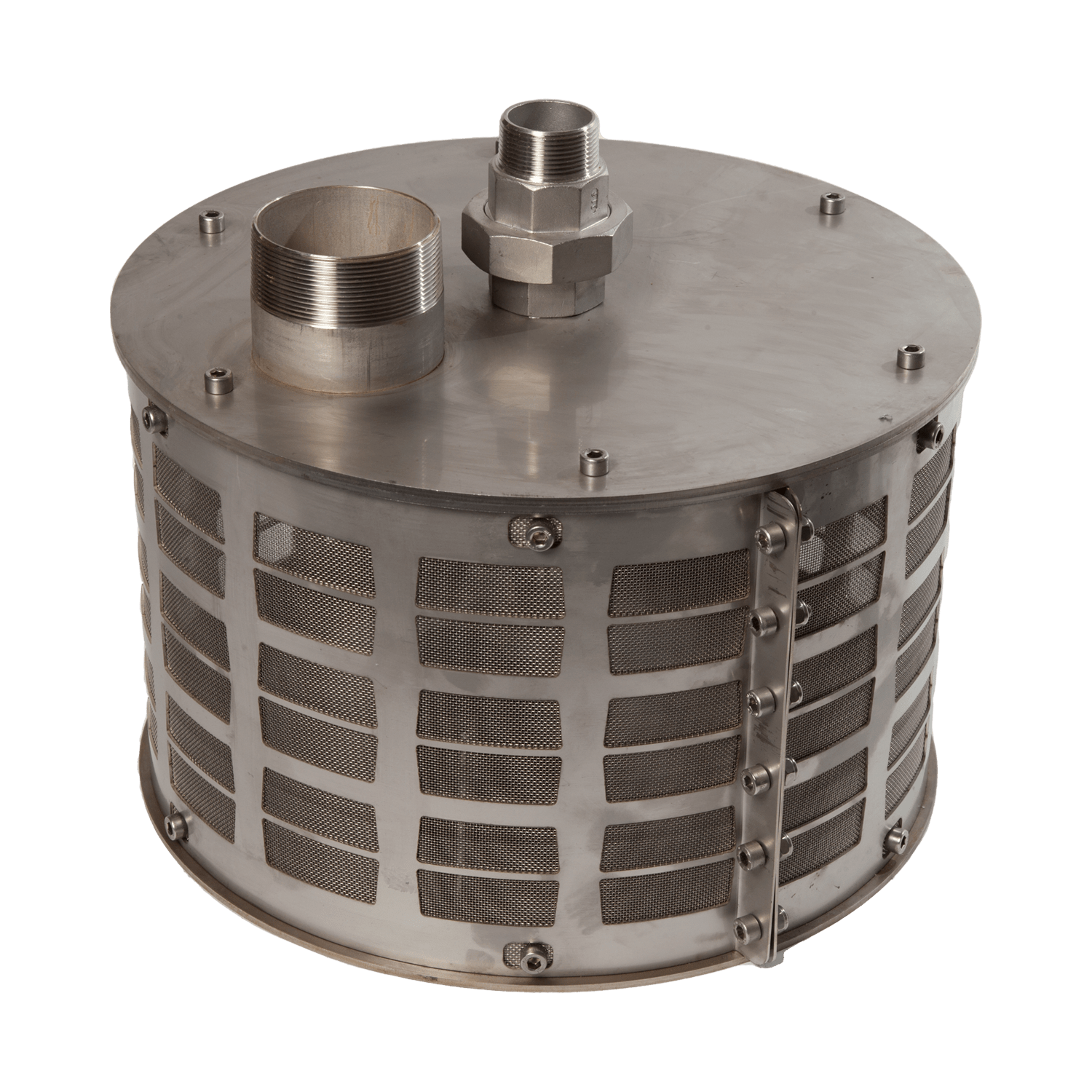
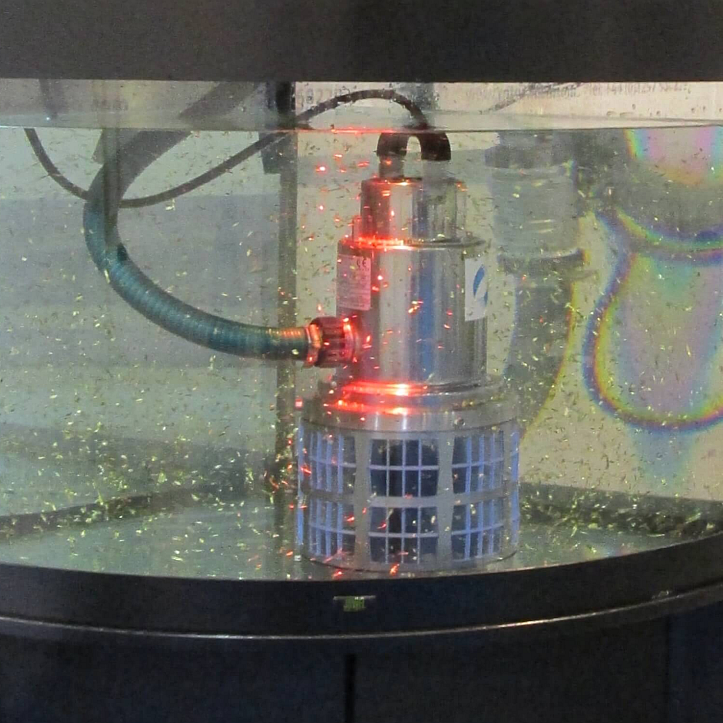
The second is a higher capacity Submersible Pump with Integral Self-cleaning Intake Filter, developed initially for use in the Mining and Oil and Gas sectors.
The RUBI range is a new range of our successful submersible filterpumps™, offering our customers greater flow rates. They are tough, heavy-duty filter pumps based around tried and tested Tsurumi pump motors. With tough Cast Iron pump motor housings, combined with our stainless steel filter cages, these filter pumps cope in the worst conditions.
These submersible filter pumps all use Rotorflush’s unique self-cleaning filter technology to provide the same efficient, low maintenance intake screening and pump protection that has made our smaller filter pumps such a success. Click here for more details.
Stay ahead of the curve
Join our mailing list to get access to:
- Industry news
- The latest products
- Tips to improve your filtering system

Explore more topics
Ready to brush up on something new? We've got more to read right this way.Share this insight
-
Increase productivity
-
Reduce maintenance
-
Filter to your requirements
Contact our friendly experts now
to discuss your project
Or call our team on:
01297 560229
This website uses cookies to ensure you get the best experience. Learn more